Silicone materials have garnered significant attention in recent years due to their remarkable chemical, mechanical, and physical properties. These versatile materials have found applications in a myriad of industries, ranging from medical and healthcare to automotive, aerospace, and electronics. As the demand for intricate silicone components rises, so does the need for high-precision machining techniques that can meet stringent manufacturing standards.
This article endeavors to provide a comprehensive overview of the different high-precision machining processes utilized in silicone materials, analyze the factors affecting machining accuracy, explore the applications of these materials in various industries, and discuss the challenges and future developments in this field.
Properties of Silicone Materials
Silicone materials are polymers primarily composed of silicon, oxygen, carbon, and hydrogen atoms. The unique chemical structure, characterized by alternating silicon and oxygen atoms, imparts these materials with exceptional mechanical and physical properties. Some of the key advantages of silicone materials include high thermal stability, excellent electrical insulation, low toxicity, and biocompatibility. However, their viscoelastic nature, sensitivity to temperature, and tendency to adhere to surfaces can pose challenges in manufacturing and application. Therefore, the characteristics of the material are one of the important influencing factors for high-precision machining.
High-Precision Machining Techniques
A variety of techniques have been developed to machine silicone materials with high precision, including precision cutting, molding, grinding and polishing, and micro- and nano-machining.
Precision Cutting
Precision cutting techniques play a crucial role in the high-precision machining of silicone materials. By utilizing advanced processes such as laser cutting and waterjet cutting, manufacturers can achieve clean, accurate cuts with minimal thermal effects and mechanical stress on the workpiece. These cutting methods offer numerous advantages in terms of precision, speed, and flexibility. In this section, we will discuss the key principles and benefits of laser cutting and waterjet cutting, and how they have revolutionized the machining of silicone materials.
Laser cutting
A non-contact process that utilizes a high-powered, focused laser beam to remove material, laser cutting has become a popular technique for machining silicone materials. The laser’s energy is absorbed by the silicone, causing it to vaporize, thus achieving a clean cut with minimal heat-affected zones. This method offers several advantages, including high precision, the ability to cut complex geometries, and reduced material waste.
Moreover, the process is fast and flexible, making it particularly suitable for delicate, intricate designs and low-volume production runs. In the medical industry, laser cutting is often employed to create silicone components for implantable devices, surgical tools, and prosthetics. Meanwhile, in the electronics sector, the technique is used to manufacture silicone insulators, gaskets, and other precision components.
Waterjet cutting
An innovative method that involves a high-pressure jet of water mixed with an abrasive material, waterjet cutting is a versatile and efficient technique for machining silicone materials. The water jet erodes the silicone material, enabling precise cutting without generating heat. This cold-cutting process is ideal for applications where heat-sensitive materials are used, such as in the medical and electronics industries.
Waterjet cutting offers several advantages, including minimal thermal effects, reduced mechanical stress on the workpiece, and the ability to cut through multiple layers of material. In addition, the process is environmentally friendly, as it generates no harmful emissions or waste products. Waterjet cutting is commonly employed in industries such as automotive and aerospace, where high precision and quality are essential for the production of silicone gaskets, seals, and vibration-damping components.
Precision Molding
Precision molding techniques, such as injection molding and compression molding, play a crucial role in the manufacturing of high-precision silicone components. These processes enable the production of intricate geometries and tight tolerances, meeting the stringent requirements of various industries.
By leveraging the unique capabilities of each molding method, manufacturers can create a wide array of silicone components tailored to specific applications, ranging from seals and gaskets to insulators and heat shields. This overview highlights the key aspects of injection and compression molding, as well as their respective advantages and applications.
Injection molding
A widely-used process in the manufacturing of silicone components, injection molding involves injecting molten silicone into a mold cavity under high pressure. As the material cools and solidifies, it conforms to the shape of the mold, resulting in a finished part with precise dimensions and intricate details.
Injection molding offers several advantages, such as high production rates, tight tolerances, and the ability to produce complex geometries. Furthermore, the process allows for material customization, as various additives and fillers can be mixed with the base silicone to tailor its properties for specific applications.
Injection molding is employed across a range of industries, including medical, automotive, and consumer goods, for the production of components such as seals, gaskets, connectors, and keypads.
Compression molding
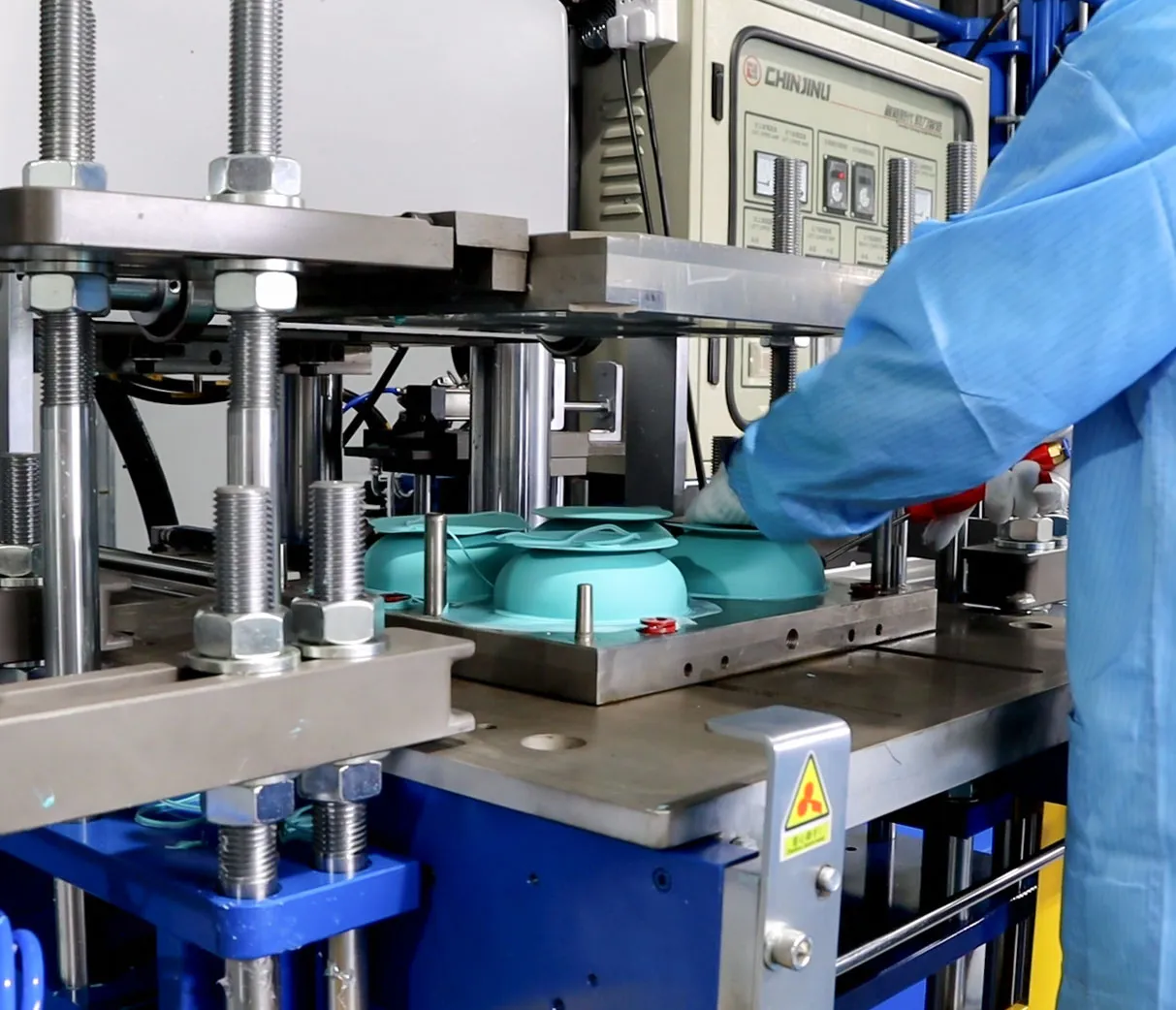
A versatile and cost-effective technique for producing silicone components, compression molding involves placing a preheated silicone material, typically in the form of a preform or sheet, into an open mold cavity. The mold is then closed and subjected to heat and pressure, causing the material to flow and fill the mold. As the silicone solidifies, it takes the shape of the mold, resulting in a finished component with the desired geometry.
Compression molding is particularly well-suited for larger components and lower production volumes, as it requires less complex tooling compared to injection molding. Additionally, the process can accommodate a wide range of silicone materials, including high-consistency rubber (HCR) and room-temperature vulcanizing (RTV) silicones.
Compression molding is utilized in industries such as aerospace, electronics, and energy, for the manufacture of components like insulators, gaskets, and heat shields.
Precision Grinding and Polishing
Precision grinding and polishing techniques play a crucial role in achieving smooth surfaces, tight tolerances, and accurate dimensions in silicone components. These methods encompass abrasive processes, such as diamond grinding, and non-traditional machining processes like ultrasonic machining.
Abrasive processes
Grinding and polishing are essential techniques for achieving smooth surfaces, tight tolerances, and accurate dimensions in silicone components. Abrasive processes, such as diamond grinding and lapping, employ a rotating wheel or plate coated with abrasive particles to remove material and achieve the desired surface finish. These methods can be further categorized into surface grinding, cylindrical grinding, and centerless grinding, each tailored to specific component geometries and requirements.
When working with silicone materials, choosing the appropriate abrasive type, grit size, and bonding material is crucial for optimizing the process and minimizing tool wear. In addition, factors such as wheel speed, feed rate, and coolant application can significantly impact the surface finish quality and dimensional accuracy.
Abrasive processes are widely employed in industries such as medical, automotive, and aerospace, where precision and surface quality are of utmost importance.
Ultrasonic machining
A non-traditional machining process, ultrasonic machining (USM) uses high-frequency vibrations generated by a piezoelectric transducer to remove material from the workpiece. The vibrating tool, typically made of hard materials like diamond or boron carbide, is brought into contact with the workpiece surface, causing the abrasive particles suspended in a slurry to impact the material and gradually erode it.
Ultrasonic machining is particularly suitable for hard and brittle materials, including certain silicone-based composites and reinforced silicone materials. The process generates minimal heat and mechanical stress, reducing the risk of damage, deformation, or thermal degradation of the workpiece. USM is ideal for applications requiring high precision, intricate geometries, and complex internal structures, such as microfluidic devices, sensors, and optical components.
Ultrasonic machining has been utilized in industries including electronics, biomedical, and aerospace, where precision and material integrity are essential.
Micro- and Nano-Machining
The realm of micro- and nano-machining has witnessed significant advancements, driven by the increasing demand for miniaturized and intricate components in various industries. Two prominent techniques, Micro-EDM (Electrical Discharge Machining) and Focused Ion Beam (FIB) milling, offer unparalleled precision and versatility in machining electrically conductive silicone materials and creating high-resolution patterns on silicone surfaces. These cutting-edge methods have enabled the development of complex components with high aspect ratios and minimal tool wear, making them indispensable for applications in MEMS, micro-optics, medical devices, semiconductor manufacturing, and nanotechnology research.
Micro-EDM (Electrical Discharge Machining)
A highly precise and specialized technique, Micro-EDM is a process that involves the controlled removal of material using electrical discharges (sparks) generated between a tool electrode and the workpiece. The sparks create localized temperatures high enough to vaporize or melt the material, gradually eroding it and leaving behind the desired shape.
Micro-EDM is particularly effective for machining micro-scale features and complex geometries in electrically conductive silicone materials, such as those containing conductive fillers or reinforcements. This process enables the fabrication of intricate components with high aspect ratios and minimal tool wear, making it ideal for applications in micro-electromechanical systems (MEMS), micro-optics, and medical devices.
Focused Ion Beam Milling
Focused Ion Beam (FIB) milling is a highly precise and versatile method that employs a focused beam of ions, typically gallium ions, to remove material from the target surface in a process known as sputtering. The ions collide with the atoms in the workpiece, causing them to be ejected from the surface and resulting in the controlled removal of material. This technique is effective in machining micro- and nano-scale features, as well as creating high-resolution patterns on silicon surfaces, such as micro-texturing or the fabrication of nanostructures.
Focused ion beam milling can be used in combination with other techniques, such as scanning electron microscopy (SEM) or transmission electron microscopy (TEM), for in situ characterization and modification of materials. This advanced machining method has found applications in diverse fields, including semiconductor manufacturing, microelectronics, and nanotechnology research, where precision and control at the micro- and nano-scale are paramount.
Factors Affecting Machining Accuracy
Several factors influence the accuracy and precision of machining processes for silicone materials. Understanding and controlling these factors can significantly improve the overall machining performance. The critical factors include material characteristics, tool geometry and wear, machine tool accuracy and stability, environmental factors, and process parameter optimization.
Material characteristics
The viscoelastic nature and temperature sensitivity of silicone materials can impact machining accuracy. For example, the material’s elastic recovery may lead to dimensional inaccuracies and surface roughness. Proper material selection and pre-processing techniques, such as preheating or cooling, can help mitigate these challenges. Furthermore, understanding the material’s behavior under various machining conditions can inform the selection of suitable cutting parameters and tool materials.
Tool geometry and wear
The geometry of the cutting or molding tool and the wear it experiences during the process can directly influence the accuracy of the finished component. Choosing the appropriate tool material and geometry, such as rake angle, clearance angle, and cutting edge radius, can optimize cutting performance and reduce the risk of tool breakage or chipping. Additionally, employing suitable tool wear monitoring techniques, such as acoustic emission sensing and machine vision, can help detect wear in real time and enhance machining accuracy.
Machine tool accuracy and stability
The mechanical stability and precision of the machine tool are vital for achieving high-precision machining. Factors such as spindle runout, backlash, and thermal deformation can affect the machine’s accuracy and repeatability. Regular calibration and maintenance, as well as the implementation of advanced machine tool designs and compensation techniques, can help ensure the machine tool’s performance remains consistent and reliable.
Environmental factors
Factors such as temperature, humidity, and vibration can affect the machining process and, consequently, the accuracy of the finished component. Fluctuations in temperature can cause thermal expansion or contraction of the machine tool and workpiece, leading to dimensional inaccuracies. Controlling the environmental conditions during machining, such as maintaining a stable temperature and employing vibration-damping solutions, can help mitigate these effects and enhance machining accuracy.
Process parameters optimization
The optimization of process parameters, such as cutting speed, feed rate, and coolant flow, can significantly impact the machining accuracy and surface quality. Utilizing techniques like Design of Experiments (DOE), Response Surface Methodology (RSM), and computer-aided optimization can help identify the optimal parameter settings for a given machining process. Moreover, incorporating real-time process monitoring and adaptive control systems can enable continuous adjustment of process parameters, ensuring consistent machining accuracy and efficiency.
Applications in Various Industries
Silicone materials have found applications in numerous industries due to their versatile properties.
Medical and healthcare
In the medical and healthcare sectors, silicone materials play a crucial role due to their unique properties, such as biocompatibility, durability, and versatility. Key applications include prosthetics and implants, where silicone mimics human tissue, and surgical instruments, where high-precision components are essential for reliable performance. The continued advancement of silicone machining techniques will enable the development of more sophisticated medical devices, improving patient outcomes and healthcare experiences.
Prosthetics and implants
Silicone materials are often used in prosthetics and implants, such as artificial joints, due to their biocompatibility, durability, and ability to mimic human tissue.
Surgical instruments
High-precision silicone components are employed in surgical instruments, including endoscopic devices and surgical robots, owing to their excellent mechanical properties and chemical resistance.
Automotive
Silicone materials play a crucial role in the automotive industry, offering reliable and high-performance solutions for various applications. Primarily used in gaskets and seals, silicone materials provide excellent temperature resistance and durability under extreme conditions. Additionally, their exceptional vibration damping properties make them ideal for noise reduction and vibration control components, enhancing vehicle performance and passenger comfort.
Gaskets and seals
Silicone materials are widely used in automotive applications for gaskets and seals due to their excellent temperature resistance and ability to maintain their properties under extreme conditions.
Vibration damping components
Silicone materials can effectively absorb vibrations and reduce noise, making them ideal for use in vibration-damping components in automotive applications.
Aerospace
The aerospace industry demands high-performance materials that can withstand extreme conditions, such as high temperatures and harsh operating environments. Silicone materials, with their thermal stability, resistance to degradation, and excellent sealing capabilities, play a critical role in meeting these requirements. They are commonly used in high-temperature resistant components, seals, and gaskets, ensuring the safe and efficient operation of aerospace systems.
High-temperature resistant components
Silicone materials’ thermal stability and resistance to degradation make them suitable for high-temperature aerospace applications, such as engine seals and gaskets.
Seals and gaskets
Silicone materials provide excellent sealing capabilities and can withstand the harsh operating conditions encountered in aerospace applications.
Electronics and microelectronics
Silicone materials play a crucial role in the electronics and microelectronics industries, thanks to their outstanding electrical insulation properties and suitability for high-precision applications. Key areas of application include insulating coatings, encapsulants, dielectric materials, and microfluidic devices. The versatility of silicone materials, combined with advancements in precision machining techniques, enables the development of innovative solutions for lab-on-a-chip systems, drug delivery systems, and other cutting-edge technologies in these industries.
Insulating materials
Silicone materials’ excellent electrical insulation properties make them suitable for use in electronics and microelectronics applications, such as insulating coatings, encapsulants, and dielectric materials.
Microfluidic devices
High-precision silicone components can be used in microfluidic devices for applications such as lab-on-a-chip systems and drug delivery systems.
Challenges and Future Developments
The precision machining of silicone materials faces several challenges and opportunities for future development. As the demand for complex and miniaturized components grows, innovative solutions are needed to address the difficulties associated with achieving high precision and efficiency. Key areas of focus include the machining of complex geometries, miniaturization and micromachining, development of advanced tool materials, and the integration of artificial intelligence and machine learning into machining processes. By addressing these challenges and harnessing the potential of emerging technologies, the industry can continue to push the boundaries of precision machining and meet the ever-evolving needs of various applications.
Machining of complex geometries
Advances in computer-aided design and manufacturing (CAD/CAM) have enabled the creation of increasingly intricate silicone components, with features such as undercuts, thin walls, and internal channels. However, machining complex geometries with high precision remains a challenge, particularly in terms of maintaining tight tolerances and minimizing tool wear. According to a study by Singh et al. (2019), achieving submicron accuracy in complex geometries requires the development of innovative machining techniques and process optimization strategies that consider factors such as material properties, cutting parameters, and tool geometry.
Miniaturization and micromachining
As the demand for miniaturized silicone components grows, there is a need for further development of micro- and nano-machining techniques to meet these requirements. A market research report by MarketsandMarkets (2021) predicts that the global micro-machining market will grow at a compound annual growth rate (CAGR) of 8.6% from 2021 to 2026, reaching a value of USD 4.5 billion by 2026. This growth is driven by the increasing demand for miniaturized components in industries such as medical, electronics, and aerospace. To address this challenge, researchers and manufacturers must explore novel approaches, such as hybrid machining processes and advanced tool materials, to enhance precision and productivity at the micro- and nano-scale.
Development of advanced tool materials
The development of novel tool materials with enhanced wear resistance and improved performance can help achieve higher machining accuracy and prolong tool life. For example, a study by Zhang et al. (2020) demonstrated that the use of diamond-like carbon (DLC) coatings on cutting tools could reduce tool wear by up to 50% and improve surface finish by 30% when machining silicone materials. Future research in this area should focus on identifying and optimizing new tool materials and coatings to further enhance the performance and durability of cutting tools used in silicone machining processes.
Integration of artificial intelligence and machine learning
The integration of artificial intelligence (AI) and machine learning (ML) techniques into machining processes can enable real-time process monitoring, predictive maintenance, and optimization of process parameters, leading to improved machining accuracy and efficiency. A study by Kim et al. (2019) found that the use of ML algorithms for predicting tool wear in silicone machining processes resulted in a 20% reduction in tool replacement time and a 15% increase in machining efficiency. As AI and ML technologies continue to advance, their adoption in the machining industry is expected to grow, offering significant potential for improving the precision and productivity of silicone machining processes.
Conclusion
The high-precision machining of silicone materials has become increasingly crucial due to the growing demand for intricate silicone components in various industries. This paper has provided an overview of the different techniques employed in the high-precision machining of silicone materials, factors affecting machining accuracy, and the applications of these materials in industries such as medical, automotive, aerospace, and electronics.
While significant progress has been made in this field, challenges remain, including machining complex geometries, miniaturization, and the development of advanced tool materials. The integration of AI and ML techniques into machining processes offers promising avenues for future developments, enabling the industry to meet the rising demand for high-precision silicone components.